Intralox Partners with PepsiCo to Increase Capacity and Reduce Labor Requirements
Case StudyPepsiCo
Products
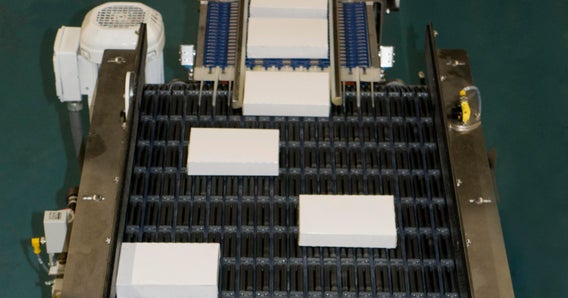
ARB Equipment
Industries
Snack Foods

PepsiCo’s Adelaide facility produces 500 tonnes of snacks per week. To fulfill increasing customer demand for half cases rather than full cases, the facility needed greater case handling capacity. The packing hall had a single main line conveyor with several conveyors feeding into it. Frequent jams occurred at the merge points, resulting in production losses which made it difficult for the factory to meet demand.
First, Intralox helped redesign the packing hall of the plant. Second, using modular plastic belting and its award winning, patented Activated Roller Belt technology in merging, switching, and sorting applications, Intralox comprehensively upgraded the plant’s packing operations.
Since the upgrade, the facility has comfortably achieved the goal of increasing case capacity from an average of 52 to 65 cases per minute with a peak throughput rate of 82 cases per minute providing a substantial 20% buffer to accommodate line recovery due to stoppages. The plant has also experienced an 18% improvement in packing efficiency, and, as a result, has been able to significantly reduce labor costs. It now benefits from fewer jammed cases per shift. Finally, the upgrade has provided increased worker safety and reduced occupational safety and health costs.
David Randell, PepsiCo’s Technical Manager said: “We installed Intralox belting as part of a complete rethink of our packing hall conveying operations. Not only has our conveyor handling capacity increased, but it is now more flexible. Unique and simple solutions such as the Perpetual Merge have allowed us to create a continuously flowing system with few stops and starts, achieving high throughput with fewer jams and no bottlenecks. Belts are easy to keep clean and the issue of tape wrapping around rollers has been eliminated. While it is still in the early stages, it is proving to be a reliable system and is likely to become the benchmark for future PepsiCo carton conveying installations.”