Intralox Case Studies
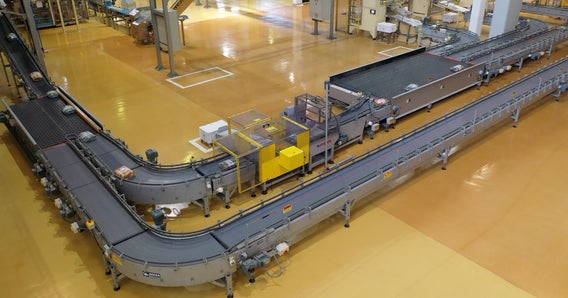
FeaturedIntralox solution maximizes throughput
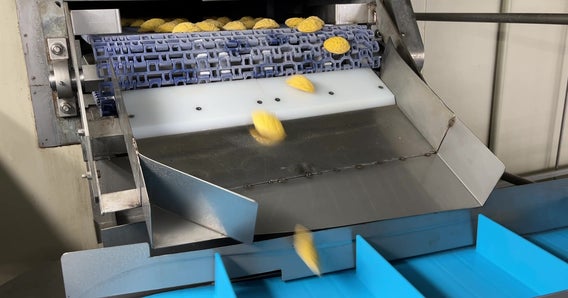
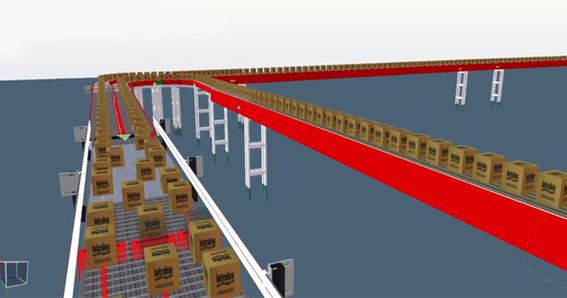
Punchbowl Kiwifruit Services gets big results with ARB 90-Degree Transfer S400 Virtual Pocket Merge

Punchbowl Kiwifruit Services gets big results with ARB 90-Degree Transfer S400 Virtual Pocket Merge