Intralox Case Studies
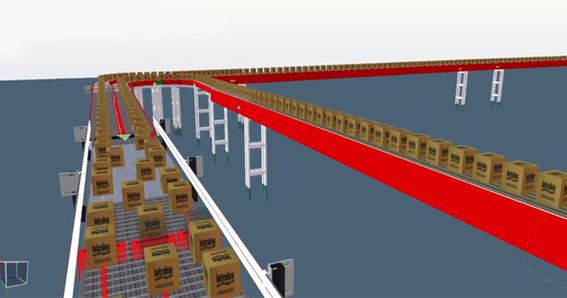
FeaturedARB sorter delivers a decade of flawless performance
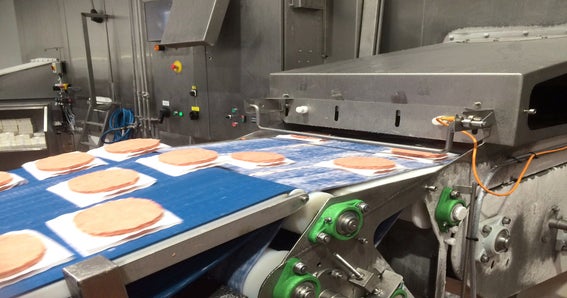
Amadori’s flagship poultry processing plant reduces planned maintenance time by 92% using ARB technology

Amadori’s flagship poultry processing plant reduces planned maintenance time by 92% using ARB technology